Positive SSL
B
LOCK
B
LOCK
訪 客
登 入
題庫 / 銑床(丙級) / 09:CNC 銑床-銑削實習
01:工件度量(25)
02:傳統銑床-基本操作(51)
03:CNC 銑床-基本操作(25)
04:CNC 銑床-程式製作(78)
05:工件夾持及校正(46)
06:刀具選用(46)
07:銑削條件之判斷及處理(26)
08:傳統銑床-銑削實習(98)
09:CNC 銑床-銑削實習(61)
10:傳統銑床-故障察覺(9)
11:CNC 銑床-故障察覺(10)
12:傳統銑床-銑床維護(16)
13:CNC 銑床-銑床維護(7)
01.職業安全衛生(100)
02.工作倫理與職業道德(100)
03.環境保護(100)
04.節能減碳(100)
1
11. 銑刀於切削加工時,發生刀刃裂損之可能原因為
A
進刀量過小
B
切削液太多
C
切屑排出不良
D
切削深度過小
答案
2
12. 銑刀直徑 50 ㎜,銑削鑄鐵時,其切削速度採用 20m/min,則其主軸每分鐘轉數約為
A
60
B
120
C
240
D
480
答案
3
13. 常用ψ10 端銑刀,不適合銑削
A
R4 外圓角
B
10 ㎜段差
C
12 ㎜寬溝槽
D
R4 內圓角
答案
4
14. 在 CNC 銑床銑削工件中,若工件表面太粗糙,宜調整
A
進給率(FEED RATE)開關
B
快速(RAPID)開關
C
空跑(DRY RUN)開關
D
補正(OFFSET)按鈕
答案
5
15. CNC 銑床銑削時,下列何者可省略
A
銑削轉速
B
銑刀迴轉方向
C
工件先劃線
D
銑刀選用
答案
6
16. 下列刀具材質中,何者韌性較高
A
高速鋼
B
碳化鎢
C
陶瓷
D
鑽石
答案
7
17. 進給率即
A
每迴轉進給量×每分鐘轉數
B
每迴轉進給量÷每分鐘轉數
C
切深×每迴轉進給量
D
切深÷每迴轉進給量
答案
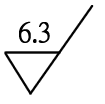
8
18. 記號中的 6.3 是
A
切削深度
B
加工裕量
C
表面粗糙度
D
基準長度
答案
9
19. 面銑削平面時,銑削寬度宜為刀具直徑的
A
1/5~2/5
B
3/5~4/5
C
1/1
D
不須考慮
答案
10
20. CNC 銑削平面溝槽時,溝槽兩面不平行的可能原因是
A
刀具磨損
B
程式錯誤
C
銑床虎鉗歪斜
D
刀具未鎖緊
答案
«
1
2
3
4
5
6
7
»
本網站提供的試題,僅供自我練習,並不保証完全正確。試題如有疏漏、錯誤,請E-mail告訴我們,我們會儘快更正。
改變只是開始,持續才是關鍵
Hand it over. (交出來)