Positive SSL
B
LOCK
B
LOCK
訪 客
登 入
題庫 / 銑床(丙級) / 09:CNC 銑床-銑削實習
01:工件度量(25)
02:傳統銑床-基本操作(51)
03:CNC 銑床-基本操作(25)
04:CNC 銑床-程式製作(78)
05:工件夾持及校正(46)
06:刀具選用(46)
07:銑削條件之判斷及處理(26)
08:傳統銑床-銑削實習(98)
09:CNC 銑床-銑削實習(61)
10:傳統銑床-故障察覺(9)
11:CNC 銑床-故障察覺(10)
12:傳統銑床-銑床維護(16)
13:CNC 銑床-銑床維護(7)
01.職業安全衛生(100)
02.工作倫理與職業道德(100)
03.環境保護(100)
04.節能減碳(100)
1
1. 銑削工件寬度 100 ㎜之平面,切除效率較高之銑刀為
A
面銑刀
B
槽銑刀
C
端銑刀
D
側銑刀
答案
2
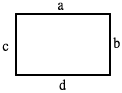
2. 在立式 CNC 銑床銑削圖示長方形路徑為
A
a-b-c-d
B
b-c-d-a
C
c-d-b-a
D
d-a-c-b
答案
3
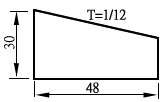
3. 如下圖若工件長度為 48 ㎜之斜度為 1/12、斜面大端尺寸為 30 ㎜,則小端為
A
20 ㎜
B
26 ㎜
C
27 ㎜
D
28 ㎜
答案
4
4. 有一長度為 35 ㎜之斜面體,大端尺寸為 25 ㎜、小端尺寸為 21.5 ㎜,則其斜度為
A
1/4
B
1/7
C
1/10
D
1/12
答案
5
5. 銑削加工在下列何種情況發生時,應降低切削速度
A
精加工時
B
切刃已磨損,但在容許範圍內
C
不考慮銑刀壽命時
D
工件較軟時
答案
6
6. 精銑削平面時,宜選用的加工條件為
A
較高切速及較大進給
B
較高切速及Pag e 22 of 28 較小進給
C
較低切速及較大進給
D
較低切速及較小進給
答案
7
7. 銑削速度的常用單位
A
rpm/min
B
㎜/min
C
m/min
D
㎜/刀刃
答案
8
8. 面銑削之工件較薄時,進給量宜
A
增加
B
減少
C
不變
D
增減均可
答案
9
9. 當執行圓弧切削或刀具半徑補正時,需先設定
A
工作座標
B
極座標
C
切削平面
D
機械座標
答案
10
10. 銑刀直徑 100 ㎜,主軸轉數 300rpm,則銑削速度約為
A
30
B
60
C
90
D
120m/min
答案
«
1
2
3
4
5
6
7
»
本網站提供的試題,僅供自我練習,並不保証完全正確。試題如有疏漏、錯誤,請E-mail告訴我們,我們會儘快更正。
學習力比學歷重要
All roads lead to Rome. (條條大路通羅馬)