
A 床台下方的梯形牙導螺桿配合半離合螺帽,可以車製螺紋
B 床台常用灰鑄鐵或球狀石墨鑄鐵鑄造而成
C 主軸一律設計成空心
D 刀具溜座位於車床軌道之最右邊
刀具溜座位於車床軌道中間
A 切速比車外徑時慢
B 切斷刀之刀鼻寬度隨工件直徑變大而加大
C 切斷刀不必磨邊斜角
D 工件宜用兩頂心支持
以兩心間支持作切斷工作,快切斷時工件會彎曲而夾斷車刀
A 1:40
B 1:20
C 1:10
D 1:5
T = (D-d)/l=2(20-15)/100=1/10
A 用尾座偏置法,其尾座偏置量為5mm
B 用尾座偏置法,其尾座偏置量為2.5mm
C 用複式刀座偏轉法,偏轉角度為5°
D 用複式刀座偏轉法,偏轉角度為2.5°
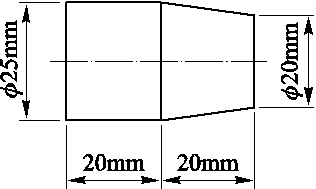
T=(D-d)/l = 25-20/20=1/4S=TL/2=(1/4*40)/2=5mm
A 在兩頂心間工作,常配合雞心夾頭
B 夾持工件以CNC車床車端面,當車刀切削點由中心向外緣方向移動時,其主軸轉速應加快
C 車端面時,車刀由中心向外緣方向切削較佳
D 壓花時應使用較低主軸轉速,且壓花次數不宜太多次
假設CNC車床以G96S100車削端面時表面速度固定為V=(100m)/min=πDN,由上列公式知:D愈大N愈小
A 粗車外徑時,車刀尖應比工件中心高5度
B 兩心間車削端面時,車成凹形之原因為尾座偏向操作者
C 切斷刀之邊隙角約2~3度
D 搪孔刀之前隙角應與孔徑成正比
搪孔刀之前隙角應與孔徑成反比
本網站提供的試題,僅供自我練習,並不保証完全正確。試題如有疏漏、錯誤,請E-mail告訴我們,我們會儘快更正。
時間在那裡! 成就就在那裡!
Winner takes all. (勝者為王)