Positive SSL
B
LOCK
B
LOCK
訪 客
登 入
題庫 / 機械製造 / 9 工作機械 / 9-6 磨床
1 機械製造的演進(129)
1-1 加工機器的演進(10)
1-2 機機製造的程序(16)
1-3 切削性加工與非切削性加工(27)
1-4 切削工具的發展(61)
1-5 機械製造方法之趨勢(15)
2 材料與加工(114)
2-1 材料的分類(10)
2-2 材料的規格(71)
2-3 主要機械材料的加工性(33)
3 鑄造(198)
3-1 概述(8)
3-2 模型(48)
3-3 鑄模種類(11)
3-4 砂模的製造(43)
3-5 機械性質(1)
3-6 特殊鑄造法(60)
3-7 金屬熔化及澆鑄(22)
3-8 鑄件之清理與檢驗(5)
4 塑性加工(157)
4-1 塑性加工概述(37)
4-2 金屬之熱作(54)
4-3 金屬之冷作(28)
4-4 衝壓工作(38)
5 焊接(195)
5-1 銲接概述(22)
5-2 軟銲與硬銲(19)
5-3 氣銲(42)
5-4 電銲(65)
5-5 其他銲接方法(38)
5-6 接頭形狀(4)
5-7 銲接符號與檢驗(5)
6 表面處理(101)
6-1 表面塗層(12)
6-2 表面硬化(56)
6-3 防鏽蝕處理(33)
7 量測與品管(123)
7-1 公差與配合(36)
7-2 工件量測(75)
7-3 品質管制與實施(12)
8 切削加工(121)
8-1 切削加工概述(6)
8-2 切削基本原理(98)
8-3 切削劑(17)
9 工作機械(514)
9-1 車床(136)
9-2 鑽床與搪床(76)
9-3 鉋床(52)
9-4 鋸床與拉床(29)
9-5 銑床(93)
9-6 磨床(127)
9-7 CNC工作機械(1)
10 螺紋與齒輪製造(126)
10-1 螺紋之概述(6)
10-2 螺紋加工(65)
10-3 齒輪之概述(26)
10-4 齒輪加工(29)
11 非傳統加工(242)
11-1 粉末冶金(74)
11-2 塑膠加工(71)
11-3 電機成形(13)
11-4 放電加工(26)
11-5 特殊切削加工(58)
12 電腦輔助製造(126)
12-1 數值控制機械(97)
12-2 生產自動化(28)
12-3 機械製造之展望(1)
13 新興製造技術(53)
13-1 半導體製程簡介(29)
13-2 微細製造簡介(15)
13-3 其他製造技術(9)
1
下列何種內孔加工,可獲得最好的孔周面品質?
A
搪孔
B
鏇孔
C
鉸孔
D
搪磨
答案
詳解
搪磨之刀具為油石
2
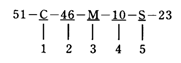
如圖所示 砂輪規格標註說明圖,欲磨削高速工具鋼,應選用位置1標註為
A
WA
B
C
C
GC
D
A
答案
3
利用寬約2/3工件直徑,長與工件相等之磨石作直線振動,以改善圓柱形工件之表面狀況的加工法是
A
搪磨
B
擦光
C
拋光
D
超級精磨
答案
4
磨床使用的砂輪之編號為”C-60-H-8-V”時,其中符號「60」代表
A
磨料種類
B
組織鬆密程度
C
砂粒大小
D
膠合方法
答案
5
磨削高速鋼宜選用下列何者砂輪。
A
C
B
GC
C
A
D
WA
答案
6
有一砂輪規格為"C-54-M-8-V-1A-200×32×25",其中表結合度者為
A
C
B
54
C
M
D
8
答案
7
研磨(軟磨)的功能,下列那一項不對?
A
產生真正平面
B
提高粗糙度品質
C
大量磨除多餘材料
D
達精密尺寸
答案
詳解
研磨之材料磨除量很少
8
下列何種代號表最軟之結合度?
A
A
B
J
C
M
D
P
答案
9
下列何種工作條件會造成磨輪面填塞?
A
磨粒太粗
B
磨輪組織太鬆
C
磨輪硬度太低
D
工件太軟
答案
詳解
工件硬度低則磨屑大容易造成填塞
10
精磨削淬硬鋼時,選用砂輪之原則為精磨削淬硬鋼時應選用細砂粒,密組織,A磨料
A
用粗砂粒
B
用鬆組織砂輪
C
用軟結合度砂輪
D
用GC磨料
答案
«
1
2
3
4
5
6
7
8
...
12
13
»
本網站提供的試題,僅供自我練習,並不保証完全正確。試題如有疏漏、錯誤,請E-mail告訴我們,我們會儘快更正。
態度決定高度
make it count. (把握人生)