
A 1590轉
B 890轉
C 490轉
D 290轉
V = πDN1000
60 = p×12×N1000
N ≒1592 rpm
A 550rpm
B 1050rpm
C 1750rpm
D 3000rpm
V = πDN1000
30 = π×1.5×N1000
N ≒6369 rpm
所以只能選 3000 rpm
A 265rpm
B 318rpm
C 750rpm
D 900rpm
N = 1000VπD
= 1000×30π×30
=318 rpm
A 0.23min
B 0.33min
C 0.43min
D 0.53min
N = 1000VπD
= 1000×25π×25
= 318 (rpm)
T = Lf×N
= 210.2×318
= 0.33 (min)
A 1000 rpm
B 500 rpm
C 380 rpm
D 190 rpm
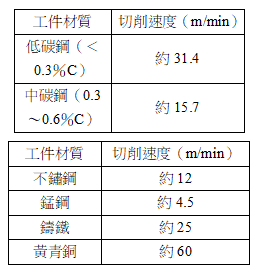
S45C屬中碳鋼,切削速度15.7 (m/min)
N = 1000VπD
= 1000×15.7π×10
=500 rpm
本網站提供的試題,僅供自我練習,並不保証完全正確。試題如有疏漏、錯誤,請E-mail告訴我們,我們會儘快更正。
態度決定高度
All roads lead to Rome. (條條大路通羅馬)