
A 鉸孔後孔徑尺寸精度、表面粗度及真圓度佳
B 相同鉸刀直徑之下,手工鉸刀之鉸削裕留量多於機械鉸刀者
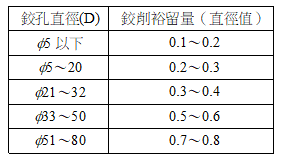
C 3.0mm手工鉸刀之加工裕留量約0.1mm
D 3.0mm機械鉸刀之鉸削裕留量約為0.2mm
相同鉸刀直徑下,機械鉸刀之鉸削裕留量較大
A 10公厘
B 9.7公厘
C 9.5公厘
D 9.3公厘
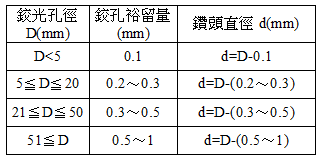
鉸孔直徑ϕ5~ϕ20,鉸削裕留量為0.2~0.3mm
鑽頭直徑ϕ9.8 ~ ϕ9.7 mm
A 欲鉸削一直徑為20mm 的內孔,要先用直徑19.3mm 鑽頭鑽孔
B 可調式鉸刀當其中一刀片損壞時,須全部刀片更新
C 機械鉸刀之鉸削速度約為鑽削的2 ~ 3 倍
D 機械鉸刀之鉸削進給量約為鑽孔的1/2 ~ 1/3
欲鉸削一直徑為20mm 的內孔,要先用直徑19.7mm 鑽頭鑽孔
機械鉸刀之鉸削速度約為鑽削的1/2 ~ 1/3
機械鉸刀之鉸削進給量約為鑽孔的2 ~ 3 倍
本網站提供的試題,僅供自我練習,並不保証完全正確。試題如有疏漏、錯誤,請E-mail告訴我們,我們會儘快更正。
學習力比學歷重要
That's not all.(還不止這些呢?)