
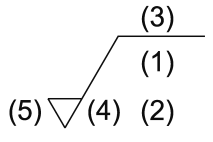
 代表表面處理方法者為
代表表面處理方法者為A 圓柱、圓錐或孔之表面織構符號,應標註在圓形視圖上為原則
B 同一機件上,各部位之表面織構符號完全相同,而無例外情形者,可將其表面織構符號標註於該機件之零件表內
C 同一機件上大部分之表面符號均相同者,則將相同之表面符號省略,將少數例外之表面符號依照其粗糙度之粗細(由粗至細)向右順序標註在公用表面符號之後,兩端加括弧
D 標註合用之表面符號時,若指線之指示端不便指在加工面上時,可指在加工面之延長線上
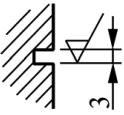
圓柱、圓錐或孔之表面織構符號,應標註在其任一極限線或其延長線,且以標註在非圓形視圖上為原則 ;同一機件上,各部位之表面織構符號完全相同,而無例外情形者,可將其表面符號標註於該機件之視圖外件號之右側 ; 同一機件上除少數部位外,其大部分之表面符號均相同者,則將相同之表面符號標註於視圖外件號之右側,少數例外之表面符號仍分別標註在各視圖中各相關之加工面上,並依照其粗糙度之粗細(由粗至細)向右順序標註在公用表面符號之後,兩端加括弧
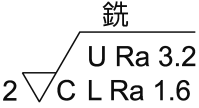
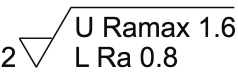 ,下列敘述何者正確?
,下列敘述何者正確?A 不得去除材料
B R輪廓,加工裕度為2μm
C 上限界為表面糙度算術平均平均偏差1.6mm
D 下限界評估長度為5倍取樣長度,採16%規則
必須去除材料;加工裕度為2mm;平均偏差為1.6μm,評估長度為5倍取樣長度(預設值),採最大規則
A 表面粗糙是指工件表面凹凸不平之程度
B CNS採用中心線平均粗糙度(Ra)來表示加工表面粗糙度之等級
C 最大粗糙度(Rmax)數值約為十點平均粗糙度(Rz)數值之2倍
D 十點平均粗糙度(Rz)數值約為中心線平均粗糙度(Ra)數值之4
4Ra≒Rmax≒Rz
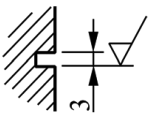
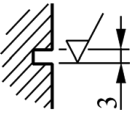

 中,下列敘述何者不正確?
中,下列敘述何者不正確?A 表面符號加註符號R,乃表示刀痕方向為同心圓狀
B 加註表面粗糙度,可由施工者自由選擇是否加工的表面符號為
C 鍛造件的表面符號可以標示為
D 表面符號加註符號M乃表示刀痕成多方向交叉或無一定方向
本網站提供的試題,僅供自我練習,並不保証完全正確。試題如有疏漏、錯誤,請E-mail告訴我們,我們會儘快更正。
成功的人找方法 失敗的人找理由
You are apple of my eye.(你是我的摯愛)